Nhôm là một trong những vật liệu được sử dụng rất nhiều trong các ngành công nghiệp tại nước ta. Tuy nhiên với tính chất độ cứng thấp, hệ số giãn nở nhiệt lớn của mình thì loại vật liệu này khi tiến hành gia công cơ khí CNC sẽ rất dễ bị biến dạng.
Để giúp các khách hàng có thêm những kiến thức, cũng như giải quyết vấn đề này khi tiến hành gia công kim khí CNC thì dưới đây Cơ Khí Trọng Tín xin chia sẻ tới các bạn những cách để tránh bị biến dạng khi gia công cơ khí CNC nhôm.
Đối với các chi tiết bằng nhôm được gia công CNC với kích thước lớn thì bạn cần tránh sự tập trung nhiệt quá mức để đảm bảo tạo ra sự tản nhiệt tốt hơn trên phôi sản phẩm và giảm biến dạng nhiệt và phương pháp này thường được biết đến với tên gọi là xử lý đối xứng khi gia công cơ khí CNC.
Ví dụ khi bạn có một tốm nhôm dày 90mm và bạn đang cần tiến hành gia công cơ khí chính xác để sản phẩm này giảm độ dày xuống còn 60mm, thì bạn cần chuyển đều 2 mặt liên tục để tiến hành thi công cho đến khi sản phẩm được kích thước như mong muốn.
Tuy nhiên thì phương pháp sử lý này được sử dụng lặp đi, lặp lại thì mỗi bề mặt của sản phẩm sẽ cần được xử lý ít nhân 2 lần cho đến khi đạt được kích thước tiêu chuẩn cuối cùng. Điều này vô cùng tốt cho việc tản nhiệt và độ phẳng để có thể kiểm soát ở mức 0.3mm.
Khi có nhiều hốc trên các chi tiết của phôi nhôm thì sẽ rất dễ gây xoắn thành khoang vì lực không đều. Cách tốt nhất để giải quyết tình trạng này, là bạn nên thực hiện phương pháp xử lý nhiều lớp với phương pháp xử lý tất cả các lỗ cần khoan cùng 1 lúc.

Tuy nhiên, thay vì hoành tất cả các đối tượng cùng một lúc thì bạn sẽ chia thành từng lớp và xử lý theo kích thước của từng lớp yêu cầu. Lức tác dụng lên các phần của phôi nhôm sẽ đồng đều hơn khi tiến hành gia công cơ khí CNC và sắc xuất biến dạng cũng sẽ nhỏ hơn.
Có thể giảm lực cắt và nhiệt cắt trong quá trình gia công kim khí CNC các loại nguyên vật liệu nhôm bằng cách lựa chọn các thông số thích hợp để tiến hành cắt.
Trong quá trình gia công cơ học, nếu các thông số cắt lớn hơn bình thường, thì sẽ rất dễ dẫn đến tình trạng biến dạng các chi tiết, cũng như ảnh hưởng đến độ cứng của trục chính và độ bền của dụng cụ cắt.

Trong số đó thì yếu tố của thông số cắt, sẽ ảnh hưởng lớn nhất đến lực cắt và độ sâu khi cắt. Nhưng trong việc giảm thiểu số lượng dụng cụ cắt sẽ có ảnh hưởng rất nhiều đến các chi tiết không bị biến dạng, cũng như đồng thời bị giảm hiệu quả xử lý.
Sử dụng phương pháp phay tốc độ cao khi gia công cơ khí CNC thì có thể giải quyết được vấn đề này. Các bạn chỉ cần giảm chiều sâu khi cắt và tiến hành tăng tiến và cải thiện tốc độ của thiết bị gia công thì có thể sẽ giảm được lực cắt và đảm bảo được độ hiệu quả khi xử lý.
Các thông số của vật liệu và hình học của dụng cụ cắt có ảnh hưởng vô cùng quan trọng đến lực cắt và nhiệt độ khi tiến hành cắt. Do đó việc phải lựa chọn chính xác dụng cụ cắt và các thông số khi cắt là vô cùng quan trọng để có thể giảm thiểu sự biến dạng của phôi nhôm khi gia công cơ khí CNC.
Gói trước phải được cấu hình đúng để có thể bảo toàn độ bền của lưỡi dao, nếu không cạnh sắc của dao sẽ rất có thể bị mòn một cách nhanh chóng.
Bởi vậy bạn sẽ cần đặt chính xác góc phía trước cũng như có thể làm giảm biến dạng cắt, đảm bảo loại bỏ chip trơn tru và giảm lực cắt và nhiệt độ cắt khi tiến hành gia công CNC. Tuy nhiên, bạn cũng cần lưu ý không nên sử dụng các loại công cụ góc phía trước âm.
Kích thước của góc sau sẽ ảnh hưởng trực tiếp đến cả độ mòn của sườn và chât slượng của bề mặt gia công. Độ dày cắt là một thông số vô cùng quan trọng cần phải xem xét trước khi cấu hình góc đằng sau. Khi phay thô, bước lớn, tải trọng cắt lớn và nhiệt lớn có nghĩa là dụng cụ phải tính đến khả năng tản nhiệt.
Các góc phía sau do đó nên nhỏ hơn. Tuy nhiên, trong phay chính xác, cần phải có các cạnh sắc nét để giảm ma sát giữa sườn và bề mặt gia công, cũng như giảm biến dạng đàn hồi sản phẩm. Trong trường hợp góc đằng sau cần phải lớn hơn.
Để làm cho việc gia công cơ khí CNC phay có thể ổn định và giảm lực phay thì góc xoắn phải càng lớn càng tốt.
Việc giảm đúng góc lệch chính có thể cải thiện khả năng tản nhiệt và giảm nhiệt độ trung bình của vực cắt.
Bạn cần giảm thiểu số lượng răng phay để có thể tăng công công suất, có thể hữu ích khi gia công hợp kim nhôm. Do tính chất của hợp kim nhôm, biến dạng cắt lớn hơn và cần có dung lượng lớn cho không gian thoát phôi. Phần bán kính đáy hốc phải lớn hơn và số lượng dao phay răng thấp hơn.

Ví dụ, hai răng cắt được sử dụng cho dao phay dưới 20mm và ba răng cắt được sử dụng dao phay 30mm ~ 60mm để tránh biến dạng của các chi tiết hợp kim nhôm có giá thành mỏng do tắc nghẽn của phôi.
Độ nhám cạnh cắt của răng cắt phải nhỏ hơn Ra = 4um. Nhiệt độ cắt tăng và biến dạng phôi tăng. Do đó, ngoài việc chọn vật liệu dụng cụ cắt có khả năng chống mài mòn vô cùng tốt, tiêu chuẩn hao mòn dụng cụ không lớn hơn 0,2mm, nếu không các nốt tích tụ có thể xảy ra.

Khi cắt, nhiệt độ của phôi sẽ không được vượt quá 100°C để có thể tránh biến dạng trong quá trình gia công cơ khí CNC phôi nhôm.
Cắt thô và tinh đòi hỏi các phương pháp khác nhau, gia công thô đòi hỏi phải cắt vật liệu thừa trên bề mặt trống trong thời gian ngắn nhất với tốc độ nhanh nhất, tạo thành đường biên dạng hình học cần thiết để có thể hoàn thiện. Sự nhấn mạnh ở đây chính là hiểu quả xử lý và tốc độ loại bỏ nguyên vật liệu.
Gia công tinh, mặt khác, dòi hỏi độ chính xác gia công và chất lượng bề mặt cao hơn. Nhấn mạnh nên được đặt trên chất lượng phay. Khi độ dày cắt của răng cắt giảm từ tối đa đến 0, hiện tượng làm cứng gia công sẽ giảm đáng kể và biến dạng các chi tiết có thể triệt tiêu ở một mức độ nhất định.
Khi gia công cơ khí CNC các chi tiết có phôi bằng hợp kim nhôm có thành mỏng, lực kẹp cũng có thể sẽ gây biến dạng phôi.
Để giảm tỉ lệ biến dạng của phôi gây ra bởi kẹp, các chi tiết bắt buộc phải được làm sạch trước khi hoàn thiện kích thước cuối cùng, giải phóng áp lực và khôi phục các chi tiết về hình ảnh ban đầu trước khi áp dụng lại lần thứ 2.
Điểm hành động nhấn thứ 2 là tốt nhất trên bề mặt gá đỡ và lực két phải theo hướng có độ cứng lớn nhất. Nếu mọi thứ đều chính xác thì lực nén sẽ có thể giữa phôi mà không cần phải nới lỏng.
Phương pháp này cần đòi hỏi người vận hành máy gia công kim khí CNC có kinh nghiệm, tuy nhiên hiệu quả thu lại sẽ tốt hơn và các chi tiết biến dạng khi tiến hành gia công cũng sẽ được giảm đi rất nhiều.
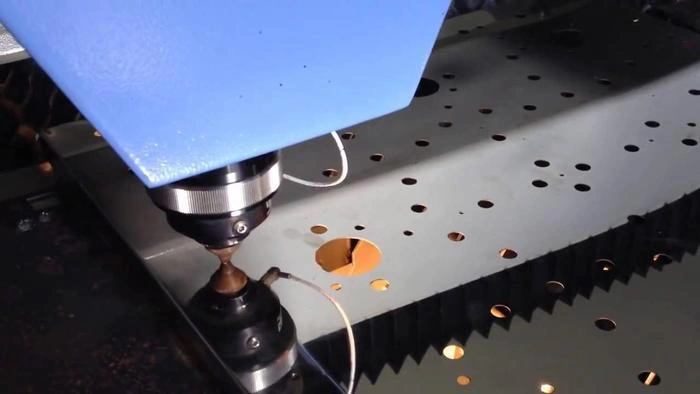
Gia côing các chi tiết với một khoang có vấn đề riêng của nó. Nếu dao phay được áp dụng trực tiết vào các chi tiết thì việc cắt sẽ không được trơn chu và không đủ không gian cho dao phay.
Điều này dẫn đến sự tích tụ của một lượng lớn nhiệt cắt, sẽ dẫn đến giãn nở và biến dạng của các chi tiết và thậm chí là rất có thể bị vỡ dao hoặc chi tiết cần làm trong khi tiến hành gia công kim khí CNC nhôm.

Phương pháp tốt nhất để có thể xử lý vấn đề này là các bạn sẽ khoan trước rồi sau đó tiến hành phay. Điều này bao gồm trước tiên khoan lỗ bằng dụng cụ không nhỏ hơn dao phay, sau đó đưa dao phay và lỗ để bắt đầu phay.
Vậy bên trên là những cách để tránh bị biến dạng khi gia công CNC nhôm mà Cơ Khí Trọng Tín chia sẻ tới các bạn. Nếu bạn đang cần tìm kiếm thêm các kiến thức khi tiến hành gia công kim khí thì hãy tham khảo thêm ở các bài viết khác của chúng tôi nhé.